





Chào mừng đến với XINMAO, nhà cung cấp hàng đầu các giải pháp đóng chai lon toàn diện.
XINMAO Packaging đánh giá cao tính linh hoạt trong sản xuất và hiệu quả tổng thể trong dây chuyền sản xuất đồ uống đóng hộp.
Loại Hộp thiếc, Hộp nhôm, Hộp nhựa
Hệ thống chiết rót Chiết rót isobaric, áp suất bình thường
Tốc độ chiết rót 1000-36,000BPH (330ml) (Tùy chỉnh)
Ứng dụng Nước trái cây, trà, đồ uống năng lượng, đồ uống vitamin, đồ uống chức năng, đồ uống có ga, nước ngọt, nước khoáng có ga, nước soda, nước khoáng, nước tinh khiết, nước tĩnh, nước RO, nước uống, Bia, đồ uống có cồn có ga, rượu, đồ uống từ sữa, sữa
Thích hợp để chiết rót và đóng nắp đồ uống đóng hộp bằng nhôm, chẳng hạn như nước, bia, CSD, v.v. Được trang bị thiết bị tiên tiến, thiết bị điện và công nghệ điều khiển khí nén. Có đặc điểm chiết rót nhẹ nhàng, tốc độ cao, kiểm soát mức chất lỏng, đóng nắp đáng tin cậy, thời gian chuyển đổi tần số, ít thất thoát vật liệu. Có thể trang bị hệ thống điều khiển từ xa. Là thiết bị ưa thích cho nhà máy bia và đồ uống cỡ vừa.

1.Hệ thống xử lý nước
Hệ thống lọc nước có thể loại bỏ hiệu quả các chất hữu cơ, sắt, mangan và oxit, lọc các chất lơ lửng, keo, oxy còn lại của vi sinh vật và một số ion kim loại nặng trong nguồn nước thô. Nó cũng có thể làm giảm độ cứng của nước để làm cho tất cả các thông số kỹ thuật về chất lượng nước đáp ứng đầy đủ các tiêu chuẩn nước uống sạch của tiểu bang, thậm chí là tiêu chuẩn nước khoáng lành mạnh.
Quy trình thanh lọc:
Nước thô>Máy bơm nước>Bộ lọc cát silica>Bộ lọc than hoạt tính>Bộ trao đổi ion natri>Máy bơm áp suất cao>Thẩm thấu ngược>Máy tạo ozone>Bồn chứa nước>Nước tinh khiết

2.Hệ thống trộn
Lựa chọn 1: Trộn nước ép
Hệ thống trộn nước ép tạo ra quy trình sản xuất theo đặc tính của các loại nước ép khác nhau. Theo công thức của đồ uống nước ép, quy trình chế biến nước ép được thiết kế.
Lựa chọn 2: Pha chế đồ uống có ga
Đồ uống có ga chủ yếu bao gồm nước, xi-rô và carbon dioxide. Xi-rô được làm thông qua nồi nấu chảy đường và bể trộn. Sau khi lọc, nó được bơm vào bể xi-rô trong máy trộn đồ uống có ga. Đồng thời, nước sản phẩm đã khử trùng cũng được bơm vào máy trộn đồ uống. Bể nước được khử khí chân không để tạo điều kiện cho việc trộn carbon dioxide. Thông qua hệ thống định lượng trên máy trộn đồ uống, nước và xi-rô được trộn theo tỷ lệ để đạt được hương vị mong muốn. Dưới tác động của việc kiểm soát áp suất thích hợp, carbon dioxide được hòa tan vào vật liệu. , nó có thể được tạo thành đồ uống có ga với khả năng khóa khí lý tưởng.

3.Thiết bị carbonation
Bồn trộn được sử dụng rộng rãi trong các ngành công nghiệp nước giải khát, nước ép, sữa và các loại đồ uống khác. Chúng được sử dụng để trộn và pha trộn các loại vật liệu khác nhau, và các vật liệu được trộn đều bằng cách khuấy. Đây là thiết bị không thể thiếu đối với các nhà sản xuất đồ uống, sản phẩm từ sữa và dược phẩm.
Tất cả các vật liệu như chất cô đặc, xi-rô, nước... sẽ được cho vào thùng này và khuấy đều. Máy này được trang bị đồng hồ đo mức chất lỏng, máy thở không khí, cổng vệ sinh CIP, hố ga vệ sinh... v.v.

4.Máy dỡ pa-lét lon
Máy tháo pallet chủ yếu được sử dụng để dỡ lon thiếc và lon nhôm. Các lon rỗng xếp chồng trên pallet được đẩy vào băng tải lưới theo từng lớp từ trên xuống dưới. Việc dỡ lon và lon nhôm được điều khiển tự động bằng máy tính lập trình PLC. Máy tháo pallet sử dụng động cơ biến tần, điều chỉnh tốc độ biến tần, điều khiển máy tính và việc vận chuyển ổn định, trơn tru và đáng tin cậy; công nghệ điều khiển tự động, công nghệ cơ điện tử, công nghệ mạng, vận hành tự động điều khiển bằng máy tính. Chu kỳ tự động xếp chồng qua lại đáp ứng các yêu cầu đã đặt.
Thay thế xả bồn thủ công và máy xả bồn rỗng truyền thống có thể tiết kiệm rất nhiều nhân công và nâng cao năng suất sản xuất. Hệ thống điều khiển máy tính có thể lập trình được áp dụng để nâng cao độ chính xác của hành động cơ học và thao tác dễ dàng. Bàn nâng pallet tự khóa và nâng, máy xếp pallet sử dụng nâng xi lanh.

5.Máy rửa xoắn
Hệ thống rửa xoắn lon liên kết bộ phận tháo pallet với máy đóng hộp. Các lon, thông qua trọng lực, hoàn thành một vòng quay 360° đầy đủ cho phép hệ thống rửa bằng nước hoặc không khí ion hóa (tùy chọn thêm) làm sạch bên trong lon khi chúng đi xuống qua vòng xoắn. Quá trình này rất quan trọng để đảm bảo bất kỳ mảnh vụn nào từ quá trình sản xuất hoặc trong quá trình lưu trữ được loại bỏ trước khi đóng hộp. Điểm thứ hai có lợi cho việc in đáy lon. Sau khi in, sử dụng trục vít lật để lật lại.

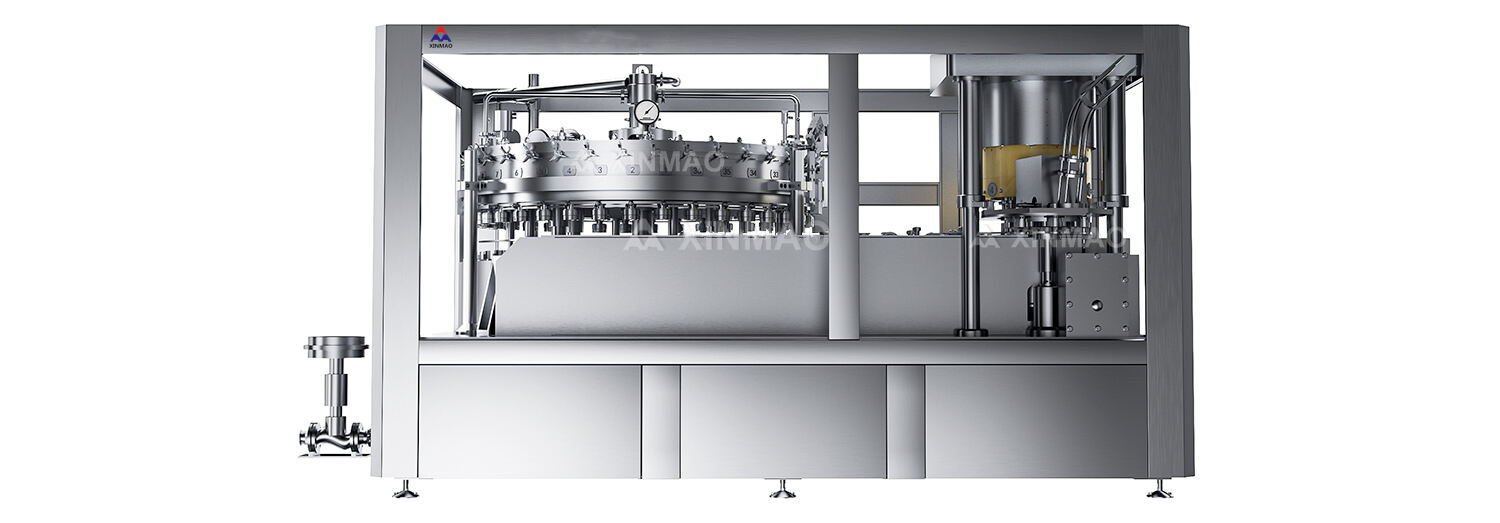
6.Hệ thống灌装 và hàn nắp
Chủ yếu dùng để vệ sinh liên tục các lon pop-top, cũng thích hợp cho các loại lon thiếc khác có kích thước và hình dạng tương tự, có đặc điểm là hiệu quả vệ sinh tốt, kết cấu hợp lý, công việc cân bằng, hiệu quả sản xuất cao.
Nó áp dụng nguyên lý chiết rót đẳng áp, van chiết rót sử dụng van cơ học, có tốc độ chiết rót nhanh và độ chính xác mực chất lỏng cao; nó có chức năng vệ sinh CIP hoàn hảo. Sự kết hợp giữa thiết bị dẫn hướng trên miệng van chiết rót và thiết bị nâng ở đáy chai kéo có thể bịt kín miệng chai và van chiết rót một cách chính xác và giảm rò rỉ vật liệu từ miệng lon. Chai, không nhỏ giọt, dễ vận hành và bảo trì, v.v.
Bộ phận đóng nắp có nhiệm vụ niêm phong nắp vào các lon đã được đựng đầy sản phẩm và được chuyển đến quy trình tiếp theo bằng dây chuyền băng tải.
| Mô hình | Năng lực sản xuất (lon/giờ) |
| DGF12-1 | 1000-1500 |
| DGF12-4 | 2000-3000 |
| DGF20-4 | 4000-6000 |
| DGF24-4 | 6000 - 10000 |
| DGF36-6 | 8000 - 15000 |
| DGF48-8 | 10000 - 20000 |

Máy giặt có thể

Máy nạp hộp

Máy đóng nắp lon
| Cấu hình chính | |
| Màn hình cảm ứng | Siemens |
| PLC | |
| Chuyển đổi tần số | |
| Vật liệu của van đầy | Thép không gỉ 304/316 |
| CÁC THÀNH PHẦN KHÍ NÉN | Festo |
| Chuyển đổi pin quang | Bệnh |
| Công tắc tiệm cận | Bệnh |
| Motor | Đồ mộc |
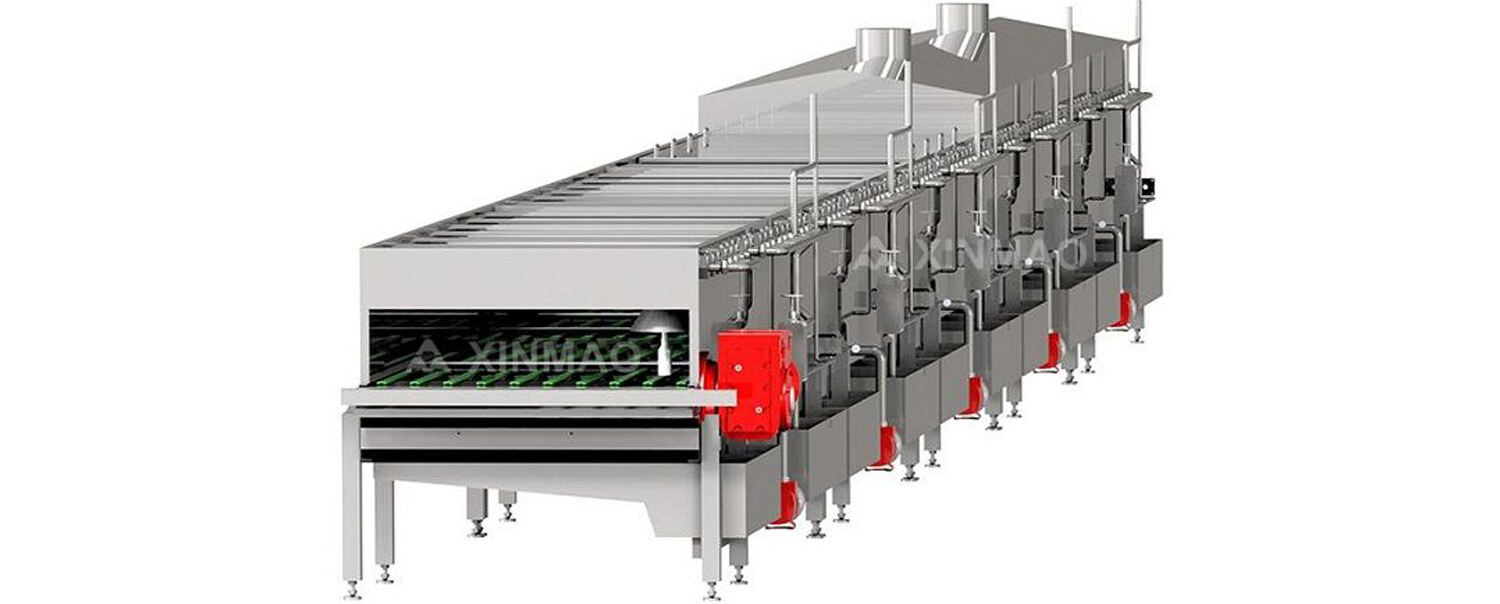
7.Tunnel tiệt trùng
Đường hầm làm ấm, thanh trùng và làm mát được sản xuất để cung cấp quy trình nhiệt phù hợp nhằm tuân thủ các yêu cầu chế biến đồ uống và đạt được chất lượng sản phẩm tối ưu, thời hạn sử dụng lâu dài và hình thức của sản phẩm đã chiết rót của bạn
Sản phẩm có 3 ứng dụng chính:
Máy sưởi ấm đường hầm:
Dùng để làm ấm sản phẩm, ủ hoặc làm nóng chậm để đảm bảo sản phẩm KHÔNG bị vỡ. Máy thanh trùng dạng đường hầm:
Áp dụng cho sản phẩm để đảm bảo quá trình thanh trùng hoàn tất. Thường được thực hiện khi quá trình chiết rót không đủ thời gian để quá trình thanh trùng hiệu quả có hiệu lực.
Máy làm mát đường hầm:
Sau khi chiết nóng sản phẩm và thanh trùng, cần phải làm mát sản phẩm nhanh chóng và hiệu quả để duy trì màu sắc, mùi, vị, kết cấu, hình thức và các đặc điểm quan trọng khác của sản phẩm, có ý nghĩa quan trọng đối với tiềm năng thị trường của sản phẩm.
8.Hệ thống đóng gói
Chúng tôi có máy quấn màng co và máy đóng gói thùng để bạn lựa chọn.
Máy đóng gói màng PE:
Đặt trực tiếp bao bì lên tấm xích để vận chuyển, bao bì đi qua đường niêm phong và đường tiếp tuyến được ép bằng thiết bị ép được đặt ở trên để tránh bị rơi. Sau khi xi lanh đẩy ra, xi lanh niêm phong màng và xi lanh cắt màng hoạt động cùng lúc để hoàn thành việc niêm phong màng. Sau khi quay xong, bao bì vào lò co để co lại. Sau khi bao bì đã co lại, nó vào giá đỡ phụ và được xếp chồng lên nhau sau khi thiết bị làm mát được lắp đặt ở cuối.
Máy đóng gói thùng:
Các chai được chia thành nhiều làn trên băng chuyền, các chai được nhóm lại và thả xuống bìa cứng bằng cách phá vỡ chai. Trong quá trình phá vỡ chai và thả bìa cứng, hãy đi qua một bộ khối mẫu và sau đó gấp bìa cứng thành dạng hộp các tông.


Hệ thống xử lý nước FRP

Máy thổi PET Preform đầy đủ servo

máy đổ nước chai 5-15L

Máy đổ nước bằng lực hấp dẫn

Hệ thống thẩm thấu ngược xử lý nước

Máy xử lý nước suối cao cấp

